Introduction
Recent advancements in chemical reaction technologies are revolutionizing industrial processes, creating new opportunities for efficiency, sustainability, and economic growth. These innovations are reshaping industries by improving reaction speeds, enhancing product yields, and reducing environmental impacts. In this article, we explore the key chemical reaction innovations that are transforming industrial processes and their implications for the future.
1. Catalysis Enhancements
Catalysts play a crucial role in industrial chemical reactions by speeding up the process without being consumed. Recent innovations in catalysis, particularly the development of novel catalysts and catalytic processes, are significantly impacting industrial operations.
a. Advanced Catalysts
The introduction of advanced catalysts, such as nanocatalysts and bifunctional catalysts, has improved reaction rates and selectivity. Nanocatalysts, with their high surface area-to-volume ratio, enable more efficient reactions and are used in applications ranging from petrochemical refining to environmental remediation.
b. Green Catalysis
Green catalysis focuses on developing environmentally friendly catalysts that reduce the use of hazardous substances and minimize waste. This approach aligns with the principles of green chemistry, aiming to make industrial processes more sustainable. For instance, the use of bio-based catalysts derived from natural sources is gaining traction in various industries.
2. Flow Chemistry
Flow chemistry is a technique where chemical reactions are conducted in a continuous flow rather than in batch processes. This method offers several advantages, including enhanced safety, better control over reaction conditions, and improved scalability.
a. Increased Efficiency
Flow chemistry enables precise control of reaction parameters, leading to higher yields and reduced reaction times. The continuous nature of the process allows for real-time monitoring and adjustments, optimizing reaction conditions and minimizing by-products.
b. Enhanced Safety
The use of flow reactors reduces the risk of hazardous reactions by limiting the quantities of reactants present at any given time. This approach is particularly beneficial for reactions involving toxic or explosive materials, improving overall safety in industrial settings.
3. Microreactor Technology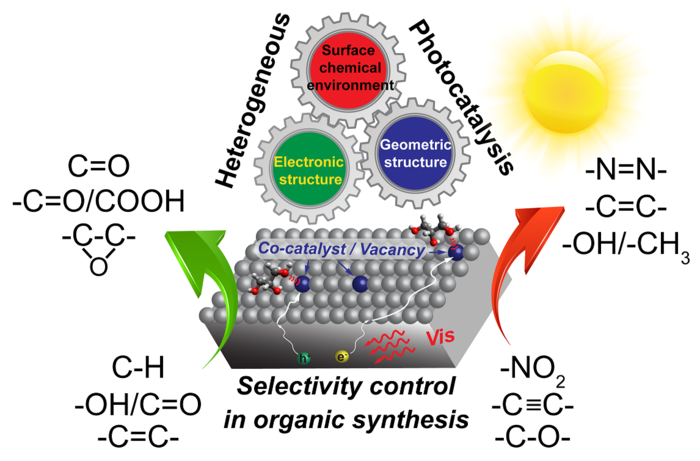
Microreactors are compact devices that facilitate chemical reactions on a microscale. They offer several advantages over traditional reactors, including enhanced heat and mass transfer, reduced reaction times, and the ability to conduct reactions under extreme conditions.
a. Improved Heat and Mass Transfer
Microreactors provide superior heat and mass transfer due to their small size and high surface area-to-volume ratio. This results in more efficient reactions and better control over reaction conditions, leading to higher product quality and consistency.
b. Scalability and Flexibility
Microreactor technology allows for easy scaling of reactions from laboratory to industrial scale. The modular nature of microreactors enables rapid prototyping and adaptation of reaction conditions, facilitating innovation and experimentation in industrial processes.
4. Automated Reaction Monitoring and Control
Recent advancements in automation and sensor technologies have transformed the way chemical reactions are monitored and controlled in industrial processes. Automated systems provide real-time data and enable precise control over reaction conditions, enhancing process efficiency and reliability.
a. Real-Time Monitoring
Automated reaction monitoring systems use sensors and data analytics to track reaction parameters such as temperature, pressure, and concentration. This real-time data allows for immediate adjustments, ensuring optimal reaction conditions and preventing deviations that could impact product quality.
b. Process Optimization
Automated control systems enable precise regulation of reaction conditions, leading to improved process stability and reproducibility. By integrating advanced algorithms and machine learning, these systems can predict and optimize reaction outcomes, reducing the need for manual intervention and minimizing errors.
5. Sustainable Chemical Processes
Sustainability is a key focus in recent chemical reaction innovations. The development of green and sustainable chemical processes aims to reduce environmental impacts and promote the use of renewable resources.
a. Renewable Feedstocks
The use of renewable feedstocks, such as bio-based materials and waste products, is becoming more common in industrial chemical processes. This shift reduces reliance on non-renewable resources and minimizes environmental impact, aligning with global sustainability goals.
b. Waste Reduction and Recycling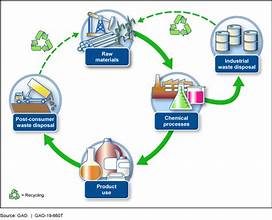
Innovations in chemical reaction processes are also focused on reducing waste and promoting recycling. Techniques such as solvent-free reactions and closed-loop systems minimize waste generation and enhance the efficiency of resource utilization, contributing to a more sustainable industrial landscape.
Conclusion
Recent innovations in chemical reaction technologies are transforming industrial processes by improving efficiency, safety, and sustainability. From advanced catalysts and flow chemistry to microreactors and automated control systems, these developments are reshaping industries and driving progress toward more sustainable and economically viable practices. As these technologies continue to evolve, their impact on industrial processes is expected to grow, offering new opportunities for innovation and growth in the chemical industry.